|
|
|
|
1
|
|
2
|
|
3
|
Click Add.
|
|
4
|
Click
|
|
5
|
|
6
|
Click
|
|
1
|
|
2
|
|
3
|
|
4
|
Browse to the model’s Application Libraries folder and double-click the file benzoic_acid_crystallization_parameters.txt.
|
|
5
|
|
6
|
|
7
|
|
8
|
|
9
|
Locate the Parameters section. In the table, enter the following settings:
|
|
1
|
|
2
|
|
3
|
|
4
|
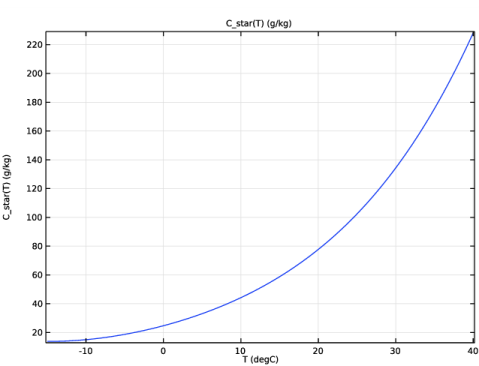
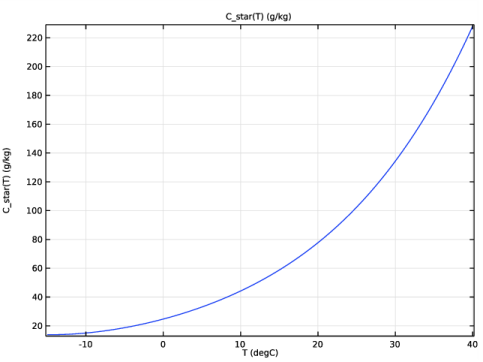
Locate the Definition section. In the Expression text field, type 2.03e-5*T^4 + 2.97e-4*T^3 + 4.70e-2*T^2 + 1.43*T + 24.71.
|
|
5
|
|
6
|
|
8
|
|
9
|
Click
|
|
1
|
|
2
|
|
3
|
|
4
|
Browse to the model’s Application Libraries folder and double-click the file benzoic_acid_crystallization_variables.txt.
|
|
1
|
In the Model Builder window, under Component 1 (comp1)>Global ODEs and DAEs (ge) click Global Equations 1.
|
|
2
|
|
4
|
|
5
|
In the Dependent variable quantity table, enter the following settings:
|
|
6
|
|
7
|
In the Source term quantity table, enter the following settings:
|
|
1
|
|
2
|
|
1
|
|
2
|
|
3
|
|
4
|
Click
|
|
5
|
|
1
|
|
2
|
|
3
|
|
4
|
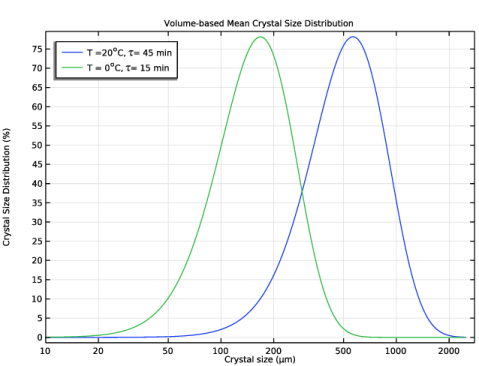
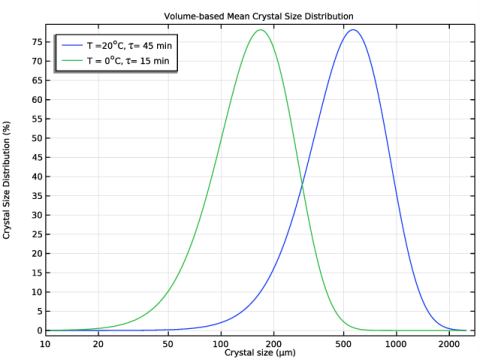
Locate the Data section. From the Dataset list, choose Study 1: Extreme Cases/Parametric Solutions 1 (sol2).
|
|
5
|
|
1
|
|
2
|
|
3
|
|
4
|
|
5
|
|
6
|
|
7
|
Select the y-axis label check box. In the associated text field, type Crystal Size Distribution (%).
|
|
8
|
|
9
|
|
1
|
|
2
|
|
3
|
In the Expression text field, type (n0 * exp(- L / (G*tau))*L^4)/ integrate((n0 * exp(- L / (G*tau)))*L^3, L, 0, L_max).
|
|
4
|
|
5
|
|
6
|
|
7
|
|
8
|
|
9
|
|
10
|
|
12
|
|
1
|
|
2
|
|
3
|
|
4
|
|
5
|
|
1
|
|
2
|
|
3
|
|
4
|
|
5
|
|
1
|
|
2
|
|
1
|
|
2
|
|
3
|
|
4
|
Click
|
|
1
|
|
2
|
|
3
|
|
4
|
|
5
|
|
1
|
|
2
|
|
3
|
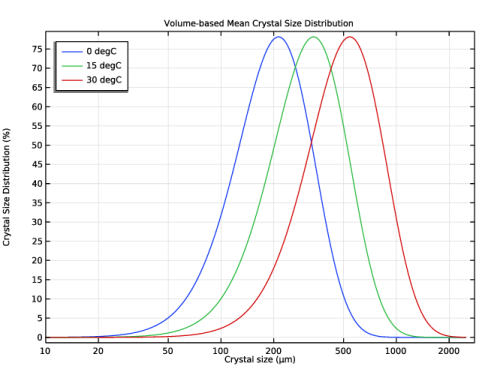
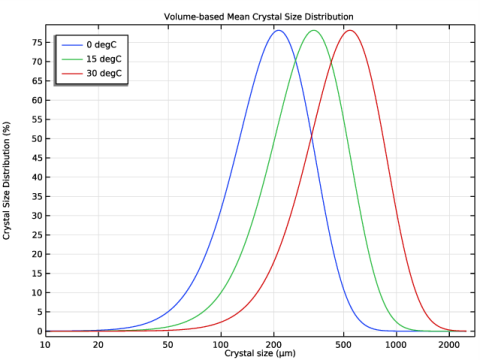
Locate the Data section. From the Dataset list, choose Study 2: Temperature Sweep/Solution 5 (sol5).
|
|
1
|
|
2
|
|
3
|
|
4
|
|
5
|
|
1
|
|
2
|
|
3
|
|
1
|
|
2
|
|
1
|
|
2
|
|
3
|
|
4
|
|
5
|
|
1
|
|
2
|
|
1
|
|
2
|
|
3
|
|
4
|
Click
|
|
6
|
|
1
|
|
2
|
|
3
|
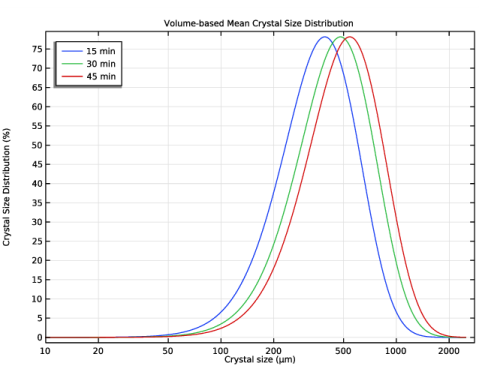
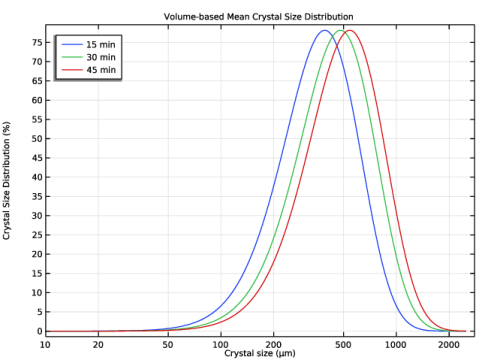
Locate the Data section. From the Dataset list, choose Study 3: Residence Time Sweep/Solution 6 (sol6).
|
|
1
|
|
2
|
In the Settings window for 1D Plot Group, type CSD for Residence Time Sweep in the Label text field.
|
|
3
|
|
4
|
|
1
|
|
2
|
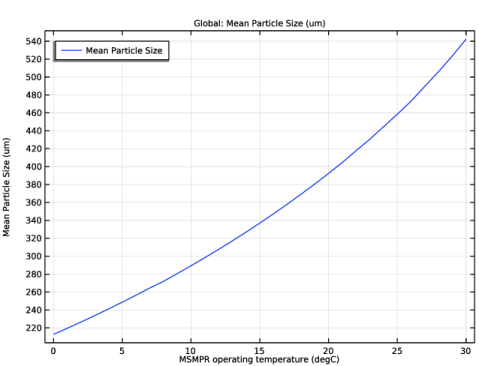
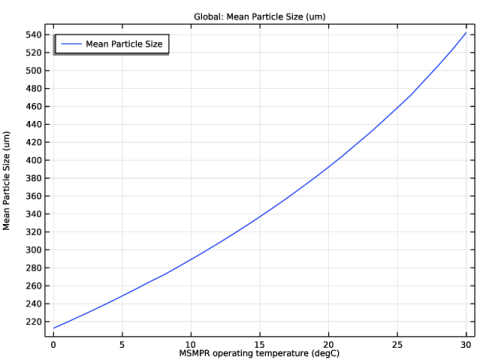
In the Settings window for 1D Plot Group, type Mean Particle Size for Different Operating Temperatures in the Label text field.
|
|
3
|
Locate the Data section. From the Dataset list, choose Study 2: Temperature Sweep/Solution 5 (sol5).
|
|
4
|
|
1
|
|
2
|
|
4
|
|
5
|
|
6
|
|
7
|
|
1
|
In the Model Builder window, right-click Mean Particle Size for Different Operating Temperatures and choose Duplicate.
|
|
2
|
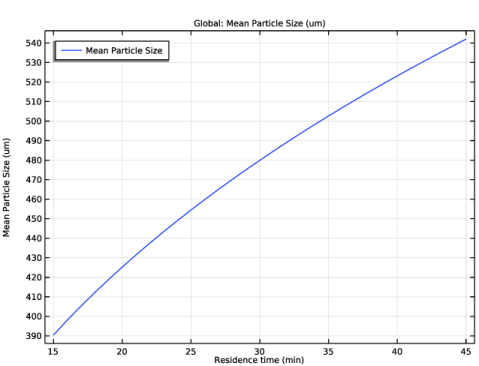
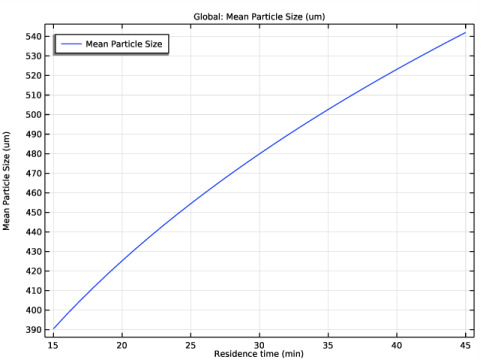
In the Settings window for 1D Plot Group, type Mean Particle Size for Different Residence Times in the Label text field.
|
|
3
|
Locate the Data section. From the Dataset list, choose Study 3: Residence Time Sweep/Solution 6 (sol6).
|
|
1
|
In the Model Builder window, expand the Mean Particle Size for Different Residence Times node, then click Global 1.
|
|
2
|
|
3
|
|
4
|
|
5
|